D = emnets diameter.
D = emnets diameter. |
 |
| Skærehastighed og omdrejningsformel | |||
| |
m/min | |
Omdr/min |
| Indtast skærehastighed Vc = | |
| Indtast diameter D = | |
 |
Den maksimale tilspænding, afhænger af forskellige parametre. Motorens effekt. Stabilitet (maskine, opspænding). Materialet der skal bearbejdes. Vendeskærets form og størrelse. Spånbryder. Kvalitet og indstillingsvinkel. Overfladeruhed. Tilspændingen skal være mindre end næseradius maksimal 0.5 x næseradius. En for lille tilspænding kan give dårlig spånbrydning og forkorte standtiden på værktøjet. |
 |
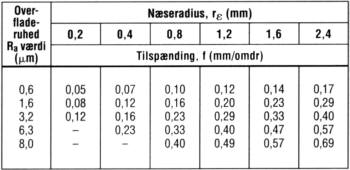 |
| En stor næseradius producerer normalt en bedre overflade. I tabellen herover er de maksimale tilspændinger for en specifik Ra-værdi. |
| Indtast tilspænding f= | |
| Indtast næseradius rε= | |
| Resultater større end 3.2 er for unøjagtige. |
 |
Den maksimale spåndybde afhænger af forskellige parametre. Motorens effekt. Stabilitet (maskine, opspænding). Materialet der skal bearbejdes. Vendeskærets form og størrelse. Næseradius Spånbryder. Kvalitet og indstillingsvinkel. Spåndybden skal være større end næseradius . |

| Indtast skærehastighed Vc = | |
| Indtast tilspænding i mm/omdr. f = | |
| Indtast spåndybde ap = | |

| Indtast skærehastighed Vc = | |
| Indtast tilspænding i mm/omdr. f = | |
| Indtast spåndybde ap = | |
 |
| Når platten går i indgreb med emnet stoppes materialet oven over platten og materialet tvinges ud over platten, der er dannet en spån. På grund af friktionen mellem platten og spånen opvarmes materialet kraftigt, der opstår en såkaldt flow zone. I flow zonen er materialet næsten flydende og virker smørende. For at denne tilstand kan opnås skal skærehastigheden være tilstrækkelig høj. |
 |
| Spåntyper ved forskellige spåndybder/tilspændinger. Kommaspåner, i midten af diagrammet, er at foretrække. |
 |
 |
 |
| Spånen brækker af sig selv. Bedste metode. |
Spånen brækker mod holder/platte. Bør undgås, kan skade platten. |
Spånen brækker mod emnet. Bør undgås, kan påvirke emnets kvalitet og spåner kan lande i skærezonen mellem emne og platte med havari til følge. |
| Ukontrollerede lange spåner skal undgås da de hurtig kan vikle sig omkring emne/platte og føre til havari. |
||
 |
| Spåndybdens indflydelse på spånen. |
 |
 |
| Varmeudvikling i emne/spån/platte ved korrekt skærehastighed. |
Varmeudvikling i platte ved korrekt skærehastighed. |
 |
| Varmefordeling emne/spån/platte ved korrekt skærehastighed. |
| Vibrationer | Dårlig overflade |
 |
|
|
|
| For lange spåner | For korte spåner |
 |
 |
| Øg tilspændingen. Vælg en anden spånbryder. |
Reducer tilspændimgen Vælg en anden spånbryder. |
Skærebrud |
Reducer tilspændingen. Reducer spåndybden. Vælg en sejere kvalitet. Vælg en sejere spånbryder. Vælg et tykkere vendeskær. |
Udflisning |
Reducer tilspændingen. Vælg en sejere kvalitet. Vælg en sejere spånbryder. Minimer vibrationerne. |
Spånhamring
|
Ændre tilspændingen. Ændre spåndybden. Brug en holder med en anden indstillingsvinkel. |
Flankeslitage
|
Reducer skærehastigheden. Vælg en slidstærkere kvalitet. |
Grubeslitage
|
Brug køling. Vælg en slidstærkere kvalitet. Reducer skærehastigheden. Reducer tilspændingen. |
Stråleslitage
|
Reducer skærehastigheden. Reducer tilspændingen. Vælg et værktøj med mindre indstillingsvinkel. |
Plastisk deformation
|
Brug køling. Vælg en mere slidstærk kvalitet. Reducer skærehastigheden. Reducer tilspændingen. |
Kamsprækker
|
Brug rigeligt med kølevæske, alternativ afbryd køling. Reducer skærehastigheden. Reducer tilspændingen. |
||
Løsægdannelse Video |
Øg skærehastigheden. Arbejd uden køling. Øg tilspændingen. Vælg en mere letskærende spånbryder. |