Honing
|
Honing
anvendes til finbearbejdning af nøjagtige boringer, så som
hydrauliske cylindre og cylindre i forbrændingsmotore. På skitsen til højre ses et
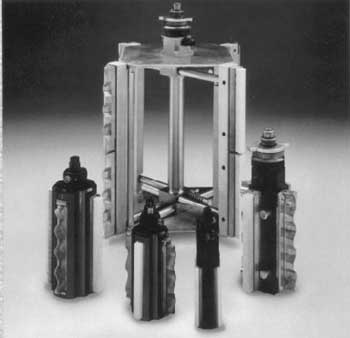
honeværktøj. Der findes specielle honemaskiner, men honing kan også foregå i drejebænk, søjleboremaskine eller med håndboremaskine. Honing af udvendige aksler kan foretages med specialværktøj.
|
|
|
|
|
|
Honeværktøj
|
|
|
|
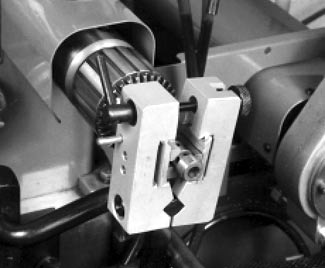
Honing af hydraulisk cylinder
|
|
|
|
Honing af cylinder
|
|
|
|
Cylinder efter honing |



Udvendig honing
|
|
|
Udvendig honing af aksel
|
|
|
|
Stor honemaskine |