Måling
|
Krumpasser
|
Dansemester |
Alle målinger er behæftet med fejl.
Der kan være mange årsager til målefejl, det afhænger af den
situationen hvor målingen gennemføres. Der kan derfor ikke
opstilles generelle regler for hvordan en fejl opstår eller for
fejlens størrelse, problemet må undersøges og vurderes i hver
enkelte tilfælde. Kender man de mulige fejlårsager kan målingen
udføres så målefejl minimeres eller undgået. For at udnytte
måleudstyret optimalt må man kende til fejlårsager og fejlenes
størrelse.
Målefejl.
Målefejl kan praktisk henføres til fem årsager.
1.Omgivelserne.
Temperaturforskelle er en væsentlig årsag til målefejl. Dårlig indeklima så som støv, varme og kulde påvirker også måleresultatet. De fleste materialer påvirkes af varme og kulde. I varme udvider de sig og ved kulde trækker de sig sammen.
En opvarmning på 5°C af et 80 mm. emne:
Hårdmetal udvidelse ca. 2µm
Stål
udvidelse ca. 5µm
Aluminium udvidelse ca. 9 µm
Internationalt er det vedtaget at al måling skal foretages ved
20°.
Måleinstrument og måleemner skal begge være 20°C for at foretage
en korrekt måling.
Hvis et 80 mm. emne af stål er 25°C og skal måles med en mikrometerskrue (af stål) der også er 25°C er der ikke noget problem, da både emne og mikrometerskrue har udvidet sig lige meget. Er mikrometerskruen 20°C vil der fremkomme en målefejl på + 5µm.
Hvis et 80 mm. emne af aluminium der er 25°C skal måles med en mikrometerskrue (af stål) der også er 25°C får vi en målefejl på +4µm da aluminium udvider sig mere end stål.
I målerum med en konstant temperatur på 20°C kan varmeudstråling
påvirke måleresultatet. Varmeudstrålingen fra et menneske i ro er
ca. 100 Watt og hænderne har en overfladetemperatur på ca. 30°C.
Ved håndtering af små emner og måleklodser er der derfor en risiko
for at måleresultatet påvirkes negativt p.g.a. opvarmning.
Målemaskiner er særlig følsomme over for operatørens strålevarme,
det kan påvirke nulpunktet der først bliver stabilt efter nogen
tid.
Se
nomogram over forskellige materialers udvidelse.
2. Måleværktøjets målestok.
Al måleudstyr er forsynet med et referenceelement, det kan være
en målestok, gevind i en skrue, tandstangen i et måleur eller
andet. Fejl i referenceelementet overføres direkte til totalfejlen.
Måleværktøjets referenceelement skal undersøges for fejl, ligesom
en jævnlig kalibrering kan mindske målefejl.
Selvom der er certifikat på måleværktøjet gælder certificeringen
ikke evigt. Materialerne er ikke stabile over længere tid, det er
derfor nødvendigt at kalibrere måleværktøjet.
3. Måleværktøjets funktion.
Måleværktøjets funktion bør undersøges især for slitage,
reproducerbarhed og nulpunktsdrift.
I alle måleapparater er der et forstærkersystem, mekanisk eller
elektrisk som bør undersøges for fejl.
I et måleur er det specielt vendesvinge ( når viseren vender fra +
til -) og tandstangen der kan have fejl. Også målekraften bør
kontrolleres f.eks. friktionsskralden på en mikrometerskrue.
4. Emnet der måles.
Emnets geometri samt ruhed kan give målefejl. Det er vigtigt at
der et klart defineret mål og måleprincip (hvilke måleværktøjer
skal der anvendes).
Tynde emner kan påvirkes af måletrykket fra
måleinstrumentet.
Der bør anvendes geometriske tolerancer hvis funktionen
nødvendiggør specificering af mindre formafvigelser end de
generelle tolerancer.
Emnets overfladeruhed skal være tilstrækkelig lav i forhold til
tolerancen.
Emnet skal være ren.
Ved alle målinger er der en vis måleusikkerhed. Tager man 10
målinger samme sted og udregner gennemsnittet af de 10 målinger vil
man få et mere korrekt resultat end hvis man kun tager en
måling.
5. Personen der måler.
Personen der udfører målingen har stor indflydelse på
måleresultatet.
Afgørende for måleresultatet er uddannelse, erfaring, kendskab til
måleinstrumentet og føling med måleinstrumentet.
Følgende kan virke negativ på måleresultatet: træthed,
anspændthed, dårlig lys og støj.
Der kan endvidere forekomme såkaldte sympatifejl. Sympatifejl
opstår når man skeler til resultatet af en tidligere måling
For at mindske funktionsmæssige fejl ved mekanisk måleværktøj skal det være konstrueret efter Abbes princip.
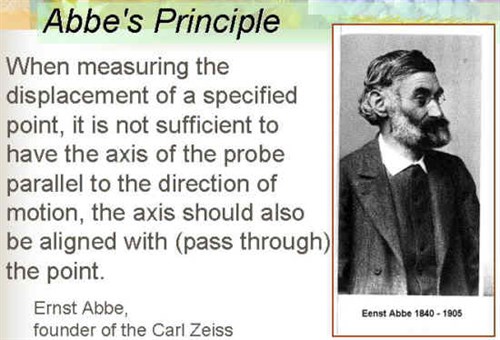
Abbes princip:
Måleværktøj til nøjagtig måling skal være konstrueret, så den
strækning der skal måles, udgør en retlinet forlængelse af
målestokken. Målegabet og målestokken skal ligge i forlængelse af
hinanden.
 |
 |
Skydelæren opfylder ikke Abbes princip men har fejl af 1. orden hvilket giver store målefejl.
 |
 |
Mikrometerskruen opfylder Abbes princip, fejlen er af 2. orden som giver små målefejl.
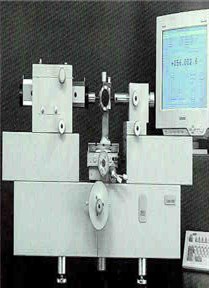
Længdemålemaskine til meget nøjagtig måling. Opfylder Abbes princip.
Taylors princip:
Ved en fuldstændig godsidekontrol skal alle målestørrelser fastslås uden hensyntagen til deres gensidige påvirkning af hinanden.
Anvendelse af dette måleprincip er almindelig praksis.

Hele emnet skal kunne omsluttes af
en målecylinder der er længere end emnet og har en diameter på 15.1
mm.
Emnet må intet sted måle mindre end 14.9 mm ved kontrol med en
2-punktsmåler.
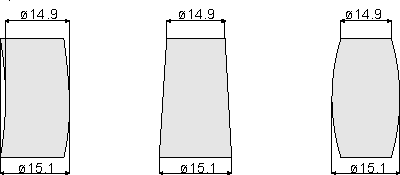
Emnerne skal godkendes med de viste formfejl.
Hvis formfejlene skal være mindre end måletolerancen tillader skal
tegningen påføres geometriske tolerancer.