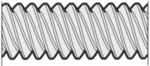
Flerløbet gevind
Ønsker man et gevind med en stor bevægelse pr. omgang som f.eks. til
skruepressere, stopventiler m.v. kan man anvende flerløbet gevind.
Flerløbet gevind består af flere parallelt løbende gevind, alle har samme stigning og afstand.
For toløbet gevind er de enkelte gevind forsat 1/2 og for treløbet gevind 1/3 omdrejning o.s.v.
 |
 |
 |
|
|
|
|



Normalt skæres et gevindløb af gangen.
Man kan vælge først at skrubbe og derefter slette alle gevindløb, eller at skære et gevindløb færdig ad gangen.
|
1. gevindløb |
2. gevindløb |
3. gevindløb |


Ved skæring af flerløbet gevind skal emnet, før hver gevind der skæres, drejes en del af en omgang svarende til gevindantallet. Ledeskruen skal være frakoblet så hovedslæden ikke flyttes.
Der findes flere måder at sikre at emnet drejes den nøjagtig del af omdrejningen.
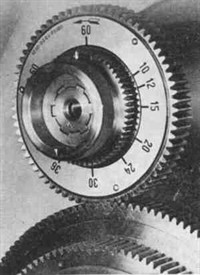
Spindelhjulet inddeles og mærkes i de antal gevindløb der skal skæres. Efter skæring af 1. gevindløb bringes tandhjulene ud af indgreb og hovedspindlen drejes frem til næste mærke hvorefter tandhjulene atter bringes i indgreb.
Metoden forudsætter at spindelhjulets tandantal er delelig med antal af gevindløb.
|
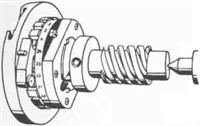
Deleindretning til opspænding i centrerpatron/glatplan. |
 På nogle drejebænke findes en deleindretning på hovedspindlen. |
Flerløbet gevind kan også skæres som et normal gevind med flere stål samtidig.