Kalibrering og kontrol af mikrometerskrue
Daglig kontrol
Før man bruger en mikrometerskrue bør man sikre sig at den viser
rigtig
( 0 på skalatrumlen står overfor 0
på spindelhuset når
mikrometerskruen er skruet sammen).
Justering af mikrometerskrue
|
1. Rens målefladerne.
|
|
2. Skrug mikrometerskruen sammen, brug friktionsskrallen.
|
|
3. Mikrometerskruen måler forkert og skal justeres.
|
|
4. Brug den lille hagenøjle der følger med
mikrometerskruen.
|





Justering af slør i målespindlen
|
1. Er der opstået slør i målespindlen, skrues skalatrumlen
|
|
2. Brug den lille hagenøjle der følger med
mikrometerskruen
|

Kalibrering
DS 2011 er en standard for kalibrering og kontrol af mikrometerskruer.
Inden kalibrering og kontrol adskilles og renses
mikrometerskruen.
Mikrometerskruen kontrolleres for
fysiske skader, slid og slør.
Målefladernes parallelitet og planhed kontrolleres med
planparallelglas.
Målebøjlens udbøjning kontrolleres.
Måleafvigelse kontrolleres med måleklodser.

Planparallelglas
Fejlen f er afvigelser fra det mikrometerskruen skal vise når den
prøves med måleklodser.
Fejlen f er summen af stigningsfejl (på mikrometerskruens
spindel), udbøjning af målebøjlen,
målefladernes formfejl, justeringsfejl mm.
Summen af største +fejl og største -fejl betegnes f max.
Den største tilladelige f max. er vist i nedenstående skema.
Tilladelige afvigelser for mikrometerskruer.
| Måleområde | Største tilladelige afvigelse f max. |
Parallelitetstolerancen mellem målefladerne ved en målekraft på 10 N Antal interferensringe eller striber/ Striber |
Tilladelig udbøjning af bøjlen ved en målekraft på 10 N |
| 0-25 | 4 | 6 2 | 2 |
| 25-50 | 4 | 6 2 | 2 |
| 50-75 | 5 | 10 3 | 3 |
| 75-100 | 5 | 10 3 | 3 |
| 100-125 | 6 | - 3 | 4 |
| 125-150 | 6 | - 3 | 5 |
| 150-175 | 7 | - 4 | 6 |
| 175-200 | 7 | - 4 | 6 |
| 200-225 | 8 | - 4 | 7 |
| 225-250 | 8 | - 4 | 8 |
| 250-275 | 9 | - 5 | 8 |
| 275-300 | 9 | - 5 | 9 |
Se kalibreringsskema til mikrometerskrue.
Målefladernes planhed og parallelitet kontrolleres med planglas og planparallelglas.
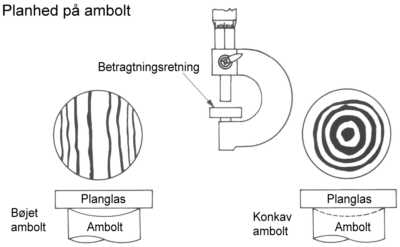
Målefladernes planhed måles ved at trykke et planglas imod målefladerne,
der må højest være 2 striber eller ringe.
Der ses bort fra striber der er placeret i en zone 0.5 mm fra
målefladernes kanter.
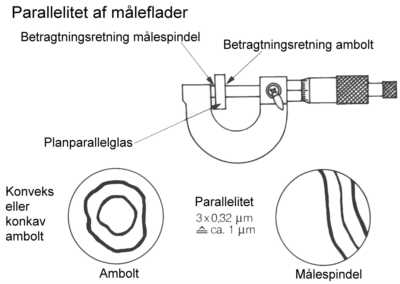
Målefladernes parallelitet måles ved at trykke et planparallelglas fast mod amboltens
måleflade,
så der ikke er striber eller ringe. Spænd skruen til
friktionsskralden kammer over.
Til nøjagtig kontrol skal bruges fire planparallelglas, med en
tykkelse der varierer en fjerdedel
af mikrometerskruens stigning (12.00 - 12.12 - 12.25 -
12.37).
Ved mikrometerskruer større end 0 - 25 mm bruges måleklodser som
mellemlæg.
Der ses bort fra striber der er placeret i en zone 0.5 mm fra
målefladernes kanter.
Kontrol af målebøjlens udbøjning
| Målebøjlens udbøjning måles med en belastning på 100 N. Udbøjningen måles med mikrometerskruen selv, ved større skruer end 0 - 25 mm bruges måleklodser. Den målte udbøjning omregnes til en målekraft på 10 N (resultatet deles med 10) | 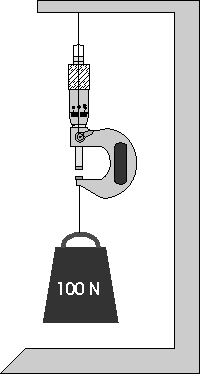 |
Måleafvigelse kontrolleres med måleklodser
Kontrol af måleafvigelser kontroleres med.
Kontrollen bør foretages på flere mål og ikke kun på målet
0.
Følgende måleklodser kan anvendes:
| 0 | 2.5 | 5.1 | 7.7 | 10.3 | 12.9 | 15 | 17.6 | 20.2 | 22.8 | 25 |

Kontrolsæt med planglas og måleklodser.