Underprogrammer
Underprogrammer giver mulighed for at gentage tilbagevendende
arbejdsmønstre, og sammen med variabel programmering at lave
generelle programmer.
Efterfølgende specielle funktioner er beskrevet, som de forefindes
på OSP styringen.
Underprogrammet indledes med ordadressen O efterfulgt af højst 4 tal eller bogstaver som programnavn.
Eksempel på indledning og afslutning ved indtastning på CNC-
maskine:
O100
O100
N10..
N20..
N30..
RTS
Underprogrammet afsluttes med RTS som skal stå i underprogrammets
sidste blok.
Eksempel på indledning og afslutning ved indlæsning fra
diskette.
Underprogrammet skal have et filnavn og programnavn:
$A.SSB (programnavn)
O100 (filnavn)
N10..
N20..
RTS
Underprogrammet afsluttes med RTS
CALL kalder et underprogram fra hovedprogram.
Q - antal underprogram gennemløb.
Underprogrammet kaldes fra hovedprogrammet ved hjælp af CALL kommandoen, efterfulgt af programnavn og hvor mange gange underprogrammet skal gentages. Dette gøres med adressebogstavet Q.
Eksempel:
N50..
N60..
N70 CALL O100 Q2 (2 gennemløb)
N80..
N150 CALL O200
N200..
I blok N70 kaldes underprogrammet O100 og programmet udføres 2
gange.
I blok N150 kaldes underprogrammet O200 og programmet udføres en
gang.
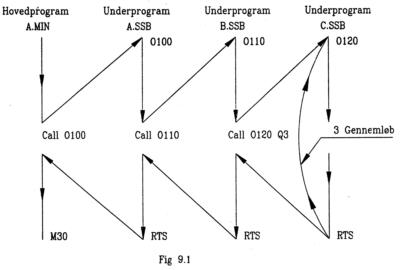
Det er tilladt at kalde et underprogram fra et underprogram i otte niveauer.
Figuren viser 3 niveauer, hvor sidste underprogram O120
foretager 3 gennemløb før returnering til O100.
NCYL - annullering af bevægelse
Anvendelse:
Borecykler hvor bevægelses mønsteret først skal ske i
underprogrammet, det er således muligt at ligge alle koordinater
ned i underprogrammet.
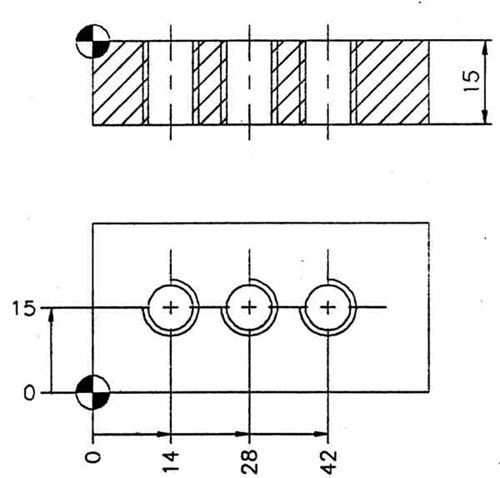
Eksempel på bore/gevindcyklus i underprogram og NCYL:
Værktøj:
T02 NCbor
T03 8.5 bor
T04 M10 tap
Tilspænding for gevindskæring F=(S x stigning)-5%
| N10 | G90 | |||||
| N20 | G15 | H1 | ||||
| N30 | T02 | M6 | ||||
| N40 | G00 | G56 | H2 | F50 | S800 | M08 |
| N50 | NCYL | G81 | Z-5 | R2 | ||
| N60 | CALL | O30 | ||||
| N70 | G80 | |||||
| N80 | T03 | M6 | ||||
| N90 | G00 | G56 | H3 | F50 | S800 | M08 |
| N100 | NCYL | G73 | Z-18 | R2 | Q3 | |
| N110 | CALL | O30 | ||||
| N120 | G80 | |||||
| N130 | T04 | M6 | ||||
| N140 | G00 | G56 | H4 | F285 | S200 | M08 |
| N150 | NCYL | G84 | Z-20 | R5 | ||
| N160 | CALL | O30 | ||||
| N170 | G80 | |||||
| N180 | G00 | Z400 | ||||
| N190 | Y400 | |||||
| N200 | M02 | |||||
| O30 | ||||||
| X14 | Y15 | |||||
| X28 | Y15 | |||||
| X42 | Y15 | |||||
| RTS | ||||||
 |
||||||